
想要更直观地了解HDPE双壁波纹管七孔梅花管工厂采购产品吗??产品视频,带你走进产品世界
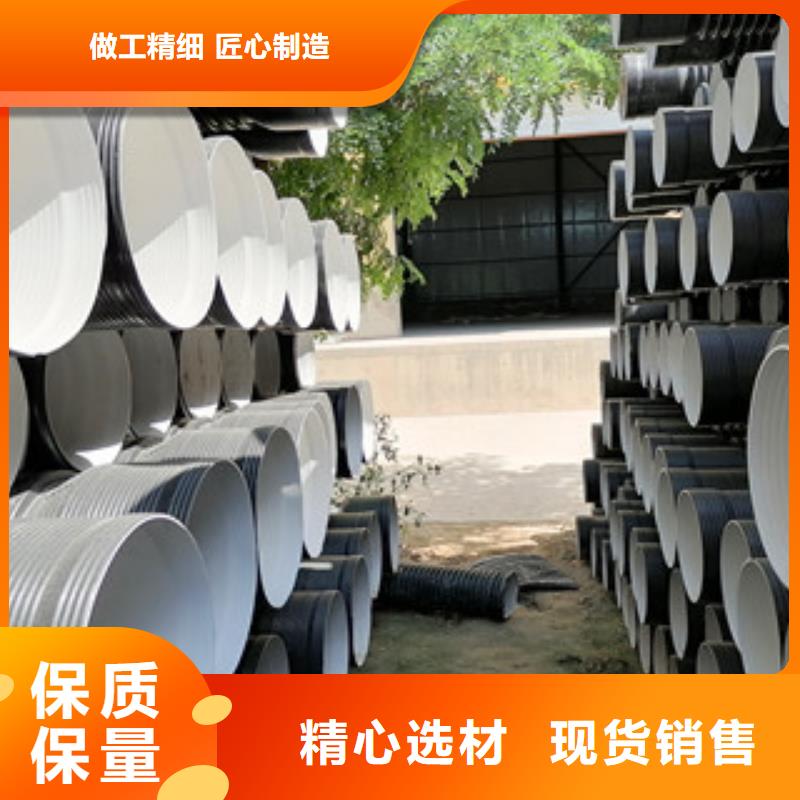
以下是:HDPE双壁波纹管七孔梅花管工厂采购的图文介绍

1. 安装必须由具有专业资格的人员.
2. 在处理材料,严禁投掷,跌落,滚动和拖动以免损坏管道. 在连接管道,检查两端. 如果有任何损坏,请切断受损的部分.
3. 管道及管件的热熔连接连接. 焊接温度应设置在260±10. 如果有任何变色分解,燃烧,烟雾或其他不良影响,请更换焊机.
4. 虽然螺纹管件连接到其他部位,一定不要拧得过紧,以免损坏螺纹管件.
5. 请严格按照HDPE双壁波纹管的安排和业务标准,以确保质量.
6. 安装完成后,必须进行水压试验,以确定没有泄漏,然后可以关闭或填充管通道. 试验压力应为设计压力的1.5倍. 的试验压力在10kg/cm2(兆帕)-15 kg/cm2的(压力1.5MPa).


随着HDPE双壁波纹管的性能优势越来越被大家认可,使用领域也越来越普遍,在使用HDPE双壁波纹管的时候,要严格按照操作规定进行操作才能达到好的效果,由于HDPE双壁波纹管具有优异的化学性和耐老化性能以及耐环境应力。
HDPE双壁波纹管的外壁呈环形波纹状结构,因此使得管材的环刚度打打增加,从而使得管道对土壤的负荷抵抗力有所增强,使得在抗外压能力方有十分明显的优势。由于PE波纹管拥有较高的强度,因此在相等负荷条件下,只需要薄壁的波纹管就可以满足要求,因此在原材料的采购上就大大降低了价格,从而使得整个工程造价降低。
HDPE双壁波纹管非常轻便,搬运和连接时都十分的简单,因此施工时更加的快捷,起来也更加的简单。在工期紧和施工条件差的情况下,其优势也更加的明显。摩阻系数小、流量大的优势,采用相同口径的管材,PE波纹管由于其摩阻系数小,使得其能够通过更大的流量,也就是说,在相同的流量要求下,可以采用口径相对较小的PE波纹管来进行施工。
HDPE双壁波纹管的外壁呈环形波纹状结构,因此使得管材的环刚度打打增加,从而使得管道对土壤的负荷抵抗力有所增强,使得在抗外压能力方有十分明显的优势。由于PE波纹管拥有较高的强度,因此在相等负荷条件下,只需要薄壁的波纹管就可以满足要求,因此在原材料的采购上就大大降低了价格,从而使得整个工程造价降低。
HDPE双壁波纹管非常轻便,搬运和连接时都十分的简单,因此施工时更加的快捷,起来也更加的简单。在工期紧和施工条件差的情况下,其优势也更加的明显。摩阻系数小、流量大的优势,采用相同口径的管材,PE波纹管由于其摩阻系数小,使得其能够通过更大的流量,也就是说,在相同的流量要求下,可以采用口径相对较小的PE波纹管来进行施工。



PE双壁波纹管在焊接时常采用热熔方式,但是在工作过程中因操作不当,会导致焊接接头出现各种各样的问题。是什么原因导致不标准的焊接接头问题发生的呢。1、窄而宽的焊接接头形式:这是由于焊接压力过大或者熔接时间过长导致的。
2、标准焊接接头形式:接头中间向下凹陷。且凹陷不超过管道表面,焊接接头两边均匀、对称。3、较小的焊接接头形式:PE双壁波纹管吸热时间过短或对接压力过小,可能拖动压力加入不正确或未加入拖动压力就会有上述现象出现。
4、不对称焊接接头形式:主要是由于PE双壁波纹管两边加热时间或加热温度不同形成的不对称接头或是由于焊接不同种材料的管道时,由于熔融温度不同。加热时间内熔融塑料流动指数不同。5、接头中间交界处产生了裂纹的接头形式:由于加热温度不够或切换时间过长,使得被焊接的塑料没有充足的流动性,因而在焊接接头中间交界处产生了裂纹。
双壁波纹管虽然在等工艺上面已经十分成熟,但是在生产过程中还是会遇到一些类似内壁不平坦等问题,那么究竟又该如何解决这些问题呢。双壁波纹管内壁不平坦主要是由于三个原因导致的,分别是真空度偏小、水套温度过高及内层过薄,当然还有可能是因为其它,但这三个方面是主要原因。
真空度偏小的话用户应该查看内层的真空管状态,看看是否是通的,真空泵的作业是否正常,如果不通或者作业不正常便要对此进行调节即可。水套温度过高一般是由于冷却水的水温过高导致的,又或者是冷却水的流量过小引起的,用户在关于水套温度方面可以从这两块着手检查以及。
2、标准焊接接头形式:接头中间向下凹陷。且凹陷不超过管道表面,焊接接头两边均匀、对称。3、较小的焊接接头形式:PE双壁波纹管吸热时间过短或对接压力过小,可能拖动压力加入不正确或未加入拖动压力就会有上述现象出现。
4、不对称焊接接头形式:主要是由于PE双壁波纹管两边加热时间或加热温度不同形成的不对称接头或是由于焊接不同种材料的管道时,由于熔融温度不同。加热时间内熔融塑料流动指数不同。5、接头中间交界处产生了裂纹的接头形式:由于加热温度不够或切换时间过长,使得被焊接的塑料没有充足的流动性,因而在焊接接头中间交界处产生了裂纹。
双壁波纹管虽然在等工艺上面已经十分成熟,但是在生产过程中还是会遇到一些类似内壁不平坦等问题,那么究竟又该如何解决这些问题呢。双壁波纹管内壁不平坦主要是由于三个原因导致的,分别是真空度偏小、水套温度过高及内层过薄,当然还有可能是因为其它,但这三个方面是主要原因。
真空度偏小的话用户应该查看内层的真空管状态,看看是否是通的,真空泵的作业是否正常,如果不通或者作业不正常便要对此进行调节即可。水套温度过高一般是由于冷却水的水温过高导致的,又或者是冷却水的流量过小引起的,用户在关于水套温度方面可以从这两块着手检查以及。



恒塑管道有限责任公司(淮安市分公司)是集生产,销售售后于一体的厂家。
主要生产产品: pe给水管材厂家公司拥有专业管理人员,建立了完善、规范的质量管理体系和环境管理体系,凭借“规范的管理,良好的信誉,的产品,专业的技术,高品质的施工质量,完善的售后服务”赢得广大客户的信赖。
公司一贯坚持“德为做人之根,质为立业之本”的宗旨,坚持“客户di yi”的原则为广大客户提供优质的产品,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国。欢迎各界朋友莅临参观、指导和业务洽谈。双赢合作,共同发展!



HDPE双壁波纹管还拥有良好的耐低温和抗冲击能力,其可承受的温度为-70℃,因此一般在-30℃以上的低温条件下进行施工时都不需要采取特殊的保护措施,冬季施工更加的方便。波纹管不具有吸水性,因此化学性良好;除了少数一些强氧化剂之外,其他大部分的化学介质都不会对其起到破坏作用;而且不会滋生,也不会出现结构现象,使用寿命长,即使是在地震地区依然可以进行使用。
HDPE双壁波纹管还用于工业排水排污HDPE双壁波纹管,工厂及养畜场等的污水管道;化工、环保等行业的排污水管;埋地农田输排水、灌溉水路,农业用水,高尔夫球场、运动场、广场等的渗水、排水管;还可作为各种动力电缆保护管;铁路、 电缆、光缆的保护管!?
HDPE双壁波纹管橡胶安装位置应在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议封圈之间隔一个波纹。承插口管安装应将插口顺水流方向,承口逆水流方向,由下游向上游依次安装。
管道应直线敷设,相邻两节管道轴线的允许转角一般不得大于2度。为防止接口时已排设的管道轴线位置移动,须采用稳管措施。可采用编织袋内灌满砂,封口后压在已排设管道的顶部,其数量视管径大小而定。管道接口后,应复核管底深度和轴线,使其符合要求,如出现位移、悬浮、拔口现象,应返工处理。
接口前应先将承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可),方向为水流方向,对准承口中心线用人力或设置木档板用橇棍将被安装的管材徐徐承口内直至底部。
HDPE双壁波纹管还用于工业排水排污HDPE双壁波纹管,工厂及养畜场等的污水管道;化工、环保等行业的排污水管;埋地农田输排水、灌溉水路,农业用水,高尔夫球场、运动场、广场等的渗水、排水管;还可作为各种动力电缆保护管;铁路、 电缆、光缆的保护管!?
HDPE双壁波纹管橡胶安装位置应在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议封圈之间隔一个波纹。承插口管安装应将插口顺水流方向,承口逆水流方向,由下游向上游依次安装。
管道应直线敷设,相邻两节管道轴线的允许转角一般不得大于2度。为防止接口时已排设的管道轴线位置移动,须采用稳管措施。可采用编织袋内灌满砂,封口后压在已排设管道的顶部,其数量视管径大小而定。管道接口后,应复核管底深度和轴线,使其符合要求,如出现位移、悬浮、拔口现象,应返工处理。
接口前应先将承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可),方向为水流方向,对准承口中心线用人力或设置木档板用橇棍将被安装的管材徐徐承口内直至底部。

